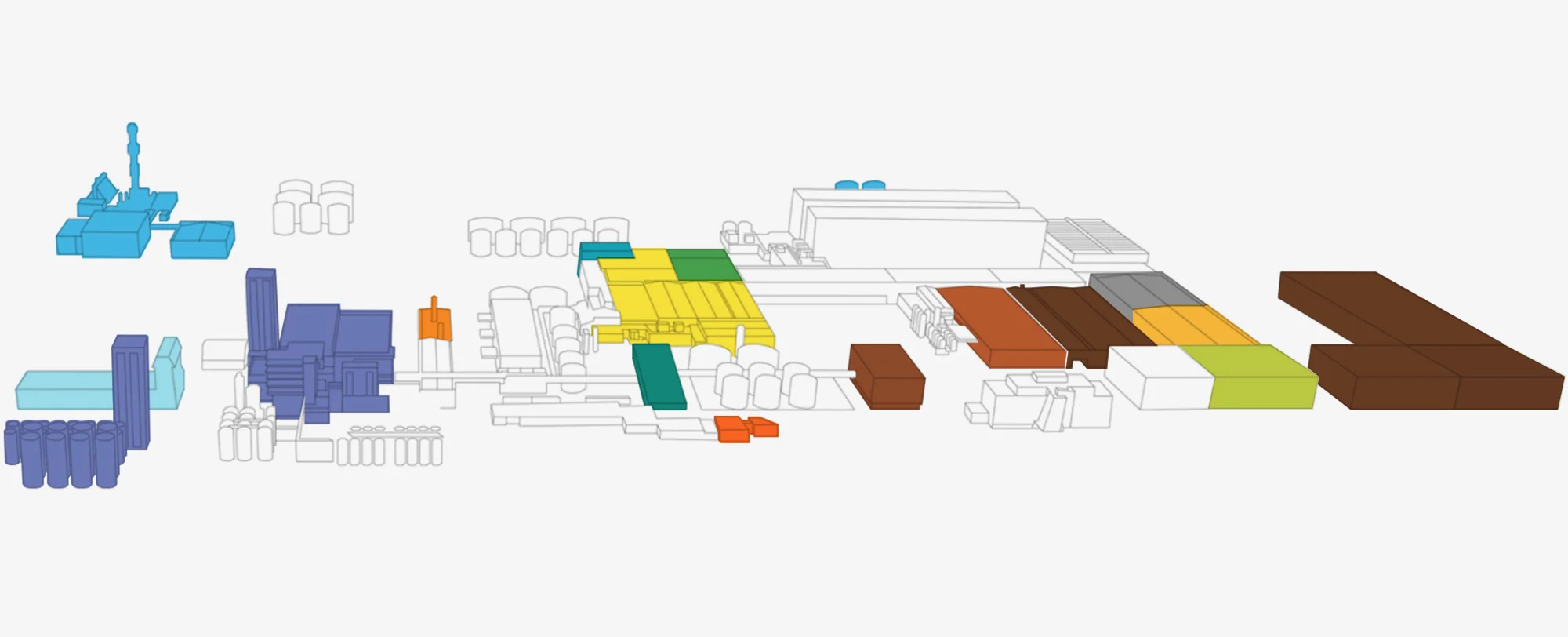


In questa unit ci occupiamo di semilavorati ad alto contenuto di servizio, dedicati ai professionisti della pasticceria e della panificazione.
Ricerchiamo, studiamo e testiamo le migliori materie prime che, grazie al nostro know-how, vengono miscelate per creare una vasta gamma di soluzioni in grado di rispondere a tutte le necessità. Tre linee di produzione in ambienti separati permettono di mantenere distinte le lavorazioni di mix bianchi, di quelli contenenti cacao e delle creme in polvere: così possiamo garantire un prodotto sicuro e privo di contaminazioni.